


浅谈贝加莱系统在轮胎设备上的应用
当前轮胎公司对轮胎设备生产自动化及过程自动化控制要求越来越高, 轮胎公司要生产高质量轮胎, 要提高工厂管理的自动化, 要求实时数据传输, 要求定位精度的提高, 要求远程诊断功能, 都对设备控制系统提出了更高的要求; 贝加莱工业自动化有限公司,提供了一些面向生产自动化及过程自动化的控制产品及完整的解决方案。贝加莱公司的产品已经用于六角形钢丝圈挤出联动生产线、方断面钢丝圈挤出联动生产线、裁断机生产线等轮胎设备。下面以六角形钢丝圈挤出联动生产线为例对贝加莱系统的特点简单作一些介绍。
六角形钢丝圈挤出联动生产线的配置: 控制部分选用B&R Power Panel 200 系列,完成主控及显示工作(TFT 真彩,VGA 显示,256 色,10.4 in 触摸屏);伺服系统选用B&R ACOPOS高精度全数字伺服, 使用高速实时工业以太网POWERLINK 控制伺服运行; 远程采用接线简单的CAN 通讯协议。系统配置图如图1 所示。下面分别介绍一下编程软件、PCC( 可编程计算机控制器)、ACOPOS 高精度全数字伺服驱动器的特点、通讯网络。
1 编程软件B&R Automation Software
现在大多数工控设备上要完成显示功能、控制功能都要用相应的软件来完成, 如工控机软件、组态软件、人机界面软件、PLC 逻辑软件、伺服控制软件, 这么多软件同时应用在一台设备上对设备的前期开发和后期维护带来了不便。

图1 系统配置图
贝加莱公司推出了Automation Software软件, 它提供了统一的编程、透明的通讯方式和清晰的诊断界面, 简化了项目的规划、配置、编程、文档和诊断, 其中的常规功能和自动化组件保证了工作的有效性, 并除去了不必要的界面,实现了“一个工具,多个目标”。
Automat ion Software 软件平台具有丰富的函数库, 标准库函数中的所有功能块可以用任意一种语言来调用, 也可以在库管理器中添加新的库。软件还嵌套了方便的测试工具, 如项目检测、LAD 监视、PV 变量检测( 包括强制模式)、实时轨迹追踪和源代码调试。该软件将内容丰富的帮助系统集成在软件中, 提供了项目创建过程的所有帮助, 为了编程的方便提供了梯形图、语句表、流程图、Basic、C 等编程语言。
另外,软件中的Visual Component,人机界面部分可以和控制程序部分一同编写、测试。由于所有部件充分地集成在一起, 可以明显提高工作效率。所有任务被存储在一个项目中,Visual Component 以完全图形化的方式来生成可视化界面, 定义硬件, 画图, 插入位图, 配置输入和输出。界面图像可以使用图像编辑器完成。
2 人机界面系统B&R Panel System
贝加莱的Panel System 有三种: ① Panel ware: 是模块化面板功能; ② 工业级PC: 它带有标准操作系统, 是可编程控制的操作和显示终端; ③ Power Panel( 如图2 所示):它适应于小型与中型机械与系统, 包含了操作面板和控制器, 六角形钢丝圈挤出联动生产线就是使用的该产品, 下面对其进行详细介绍。

图2 Power Panel 外观
B&R 的Power Panel 200 系统是集控制、驱动、操作界面和通讯于一体的控制设备, 用户可以根据实际项目的需要进行灵活的模块化扩展。PCC 可编程计算机控制器, 是对传统PLC 功能的极大提升, 其组网的灵活性、系统平台的开放性以及智能性可使复杂的控制项目得以完美的实现, 在过程自动化领域中得到广泛应用。
Power Panel 200 系统的技术参数:
Intel based 266 MHz 处理器;
最大64 MB SDRAM;
TFT 液晶显示屏(10 in);
自带Ethernet 10/100 通讯接口;
自带RS232 串行通讯接口;
2×USB(可以选配软驱或打印机);
Flash 插槽(可以外接存储卡);
无风扇,采用DC24V 供电;
实时时钟;
aPCI 扩展槽(CAN 总线、X2X I /O 扩展、ETHERNET Power Link 扩展等)。
项目的控制任务和本地的人机界面任务均在Power Panel 200 系统中运行, 其可以通过灵活的现场总线(CAN、X2X、ETHERNET Powerlink)分别与伺服系统、I /O 扩展站等相连接。同时Power Panel 200 又可以通过自带的以太网口和其他的B&R 面板相连。
贝加莱公司的PCC 主要特点是:可靠性高、抗干扰能力强, 对所有I /O 接口电路均采用光电隔离,有效地抑制了外部干扰源。
3 B&R Motion System
伺服系统选用B&R ACOPOS 高精度全数字伺服,使用高速实时工业以太网POWERLINK 控制伺服的运行。
贝加莱电机反馈采用了光电正弦编码器(ENDAT), 它汇集了增量编码器与绝对编码器的优点,还补偿了这两类编码器的缺点。
ENDAT 编码器系统具有非易失的、不需维护的电路板EEPROM 数据寄存器,操作驱动器所需要的数据储存在这里, 减少了调试和维修的次数。
六角形钢丝圈挤出联动生产线正是采用了ENDAT 编码器的优点, 不但减少了接近开关传感器的数量而节约了成本,又提高了定位的精度。
4 通讯网络
六角形钢丝圈挤出联动生产线伺服用的是B&R ETHERNET Power Link 实时以太网总线,I/O 点用的是CAN。下面分别介绍一下这两种通讯网络。
4.1 ETHERNET PowerLink 实时以太网总线介绍
ETHERNET Powerlink 是第一个可靠的、开放的实现微秒级实时数据传输的工业以太网系统。系统的技术参数如下:
标准快速以太网:100Mbps;
标准双绞线;
拓扑为星型或树型;
网段长度100 m;
网络时滞 < 1μs;
循环时间 < 200μs( 站点数为10 时<500μs);
实时循环时间可设定。
该总线主要应用在那些数据交换量大, 对实时性要求很高的场合。结合六角形钢丝圈挤出联动生产线的实际特性, 要求1 台主机带3台从机作速度和位置同步。由于PowerLink具有网络实时性的特点, 可以使4 个伺服轴在0.5 ms 的循环时间内进行位置和速度同步, 同步精度极高。从而使六角形钢丝圈挤出联动生产线生产的钢丝圈质量得到提高。
4.2 局域网CAN
控制器局域网CAN(Control Area Network)属于现场总线的范畴,它是一种在自动化领域广泛使用的多线路协议和有效地支持分布式控制或实时控制地串行通讯网络。
CAN 的主要特点有: 多主站依据优先权进行总线访问, 无破坏性的基于优先权的仲裁,借助接收滤波的多地址帧传送, 远程数据请求,配置灵活, 全系统数据相容, 错误检测和出错信息, 发送期间若丢失仲裁或由于出错而遭败坏的帧可自动重发送, 暂时错误和永久性故障节点的判别以及故障节点的自动脱离。
六角形钢丝圈挤出联动生产线的I /O 点就是采用的CAN 通讯, 是由PP220 自带的CAN口和EX470 进行通讯。
5 小结
通过贝加莱系统在六角形钢丝圈挤出联动生产线的实际应用, 加深了对贝加莱系统的进一步了解, 同时使六角形钢丝圈挤出联动生产线的控制精度得到了提高, 解决了对跳步位置、跳步长度的设定等问题, 使六角形钢丝圈挤出联动生产线生产的钢丝圈的质量得到了提高。




 投诉建议
投诉建议
提交
ACOPOS 6D-装配生产新模式
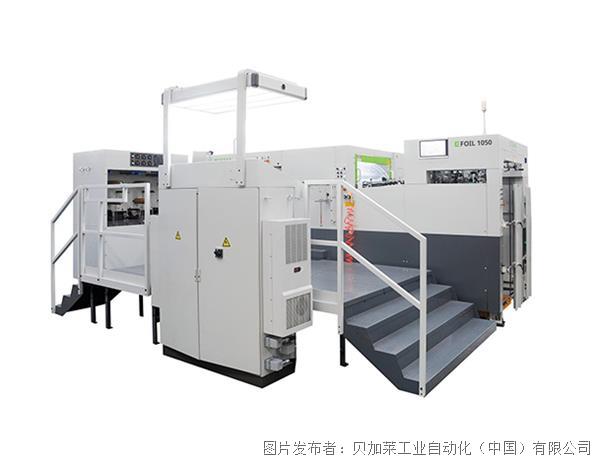
高品质烫金烫出金字招牌

机器制造商:软件视角的系统选择策略
一个软件,多种机型-称重软件整体规划提升出机效率
世界级的采煤装备-来自贝加莱的支持